
Zgodność z normą – Łańcuchy MORGA
Stosowane są rygorystyczne procedury kontroli jakości w celu zapewnienia zgodności produktu z normami ISO oraz stosowanymi normami przemysłowymi – głównie ANSI, BS, DIN i JIS. Łańcuch motoryzacyjny jest zgodny ze specyfikacją techniczną Systemu Zapewnienia Jakości ISO/TS16949. Ta specyfikacja uwzględnia normy systemu jakości stosowanego w przemyśle motoryzacyjnym na całym świecie: amerykańską (QS-9000), niemiecką (VDA6.1), francuską (EAQF) i włoską (AVSQ).
Wszystkie łańcuchy Morga mają standardowo zakres temperatury pracy wynoszący –20 do 150 °C. Wyjątkiem są łańcuchy ze stali nierdzewnej o zakresie temperatury pracy –20 do 400 °C.
W przypadku wyższych temperatur należy zastosować inne smarowanie. Należy także zwrócić uwagę na fakt, że w przypadku temperatur ponad 200 °C i poniżej –20 °C wartości obciążenia niszczącego ulegają zmniejszeniu.
Łańcuchy Morga – Surowiec
Podstawowe materiały służące do produkcji każdego elementu łańcucha są krytyczne i stąd stosowana jest ścisła kontrola przychodzących materiałów nawet przed rozpoczęciem produkcji.
Zakres tego sprawdzania rozciąga się od starannego wyboru stalowni do ciągłej kontroli dostawców.
Każda partia surowca jest dostarczana z raportem z laboratorium potwierdzającym skład materiału. Z przychodzących dostaw są pobierane próbki w celu przeprowadzenia ich dokładnej analizy, pozwalającej mieć pewność, że skład chemiczny materiału spełnia dokładnie wymagania techniczne fabryki. Najpierw wykonywane jest wyżarzanie w celu doprowadzenia materiału do uzyskania doskonałych warunków pracy, następnie odbywa się wielostopniowe walcowanie, które zapewnia równomierną grubość blachy. W zależności od indywidualnych wymagań poszczególnych materiałów i części przeprowadzane są różne inne procesy obróbki.
Proces produkcji łańcucha MORGA
Łańcuchy Morga – Kluczowy Element Procesów Produkcyjnych
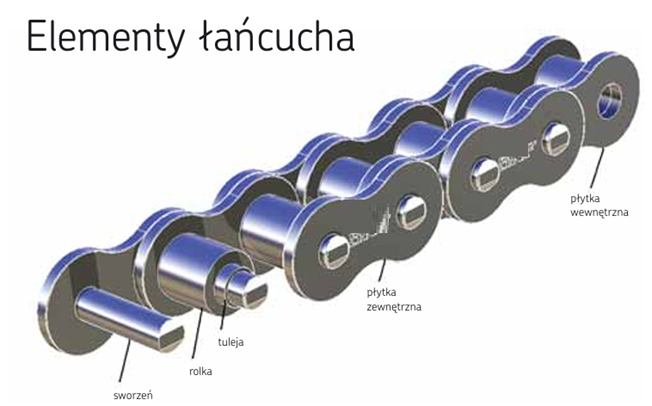
Sworznie
Materiał na sworznie jest produkowany głównie ze stali stopowej poddanej hartowaniu, w celu uzyskania maksymalnej odporności na zużycie i rdzenia o wysokiej wytrzymałości na obciążenia udarowe. Te właściwości uzyskuje się w piecach obrotowych, aby zapewnić równomierne rozprowadzanie ciepła na sworznie podczas obróbki cieplnej. Sworznie są także szlifowane precyzyjnie, co jeszcze polepsza ich odporność na zużycie.
Tuleje
Walcowanie na zimno zapewnia całkowitą równomierną grubość ścianek a następnie szlifowane. Urządzenia do precyzyjnego zwijania obwodowego zapewniają, że wymiary średnicy zewnętrznej i wewnętrznej tulei są kontrolowane, przez co uzyskuje się optymalne pasowanie między tuleją a płytką ogniwa. Proces hartowania powierzchniowego daje tulejom wysoką odporność na zużycie i rdzeń wytrzymały na obciążenia udarowe.
Rolki
W łańcuchach Morga są stosowane jednolite rolki wytłaczane na zimno z pręta, czego efektem jest wysoka wytrzymałość zmęczeniowa i ulepszona zdolność przenoszenia obciążeń udarowych. Rolki jak i pozostałe części są hartowane, aby uzyskać podwyższoną odporność na zużycie.
Proces montażu
Zaawansowane technicznie automatyczne maszyny zapewniają, że elementy są montowane z odpowiednią dokładnością, co pozwala na uzyskanie przez łańcuchy MORGA precyzyjnej podziałki przy doskonałym dopasowaniu części.
Zmontowane łańcuchy są naprężane wstępnie. To docieranie łańcucha nie tylko pozwala wyeliminować wydłużenie wstępne, ale także zwiększa wytrzymałość zmęczeniową łańcucha. Końcowy proces smarowania wstępnego powoduje, że łańcuchy MORGA są od razu gotowe do użycia. Smarowanie fabryczne działa także jako ochrona przed korozją dla uzyskania długiego okresu magazynowania.
Ogniwa łączące – zamki
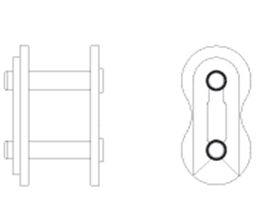
Te ogniwa są używane do łączenia ze sobą dwóch końców łańcucha. Ogniwa łączące z zamknięciem typu „zatrzask sprężynowy” lub „zawleczka” umożliwiają łatwy demontaż i wymianę łańcucha.
Ogniwa wygięte – półogniwa
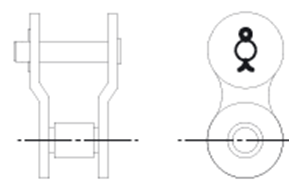
Ogniwa wygięte (typu “offset”) są stosowane, gdy w łańcuchu jest wymagana nieparzysta liczba podziałek. Te ogniwa składają się z dwóch wygiętych płytek, które są wtłaczane na tuleję.
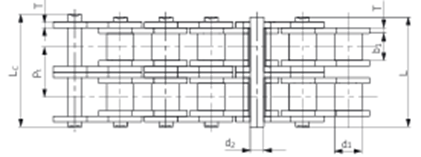
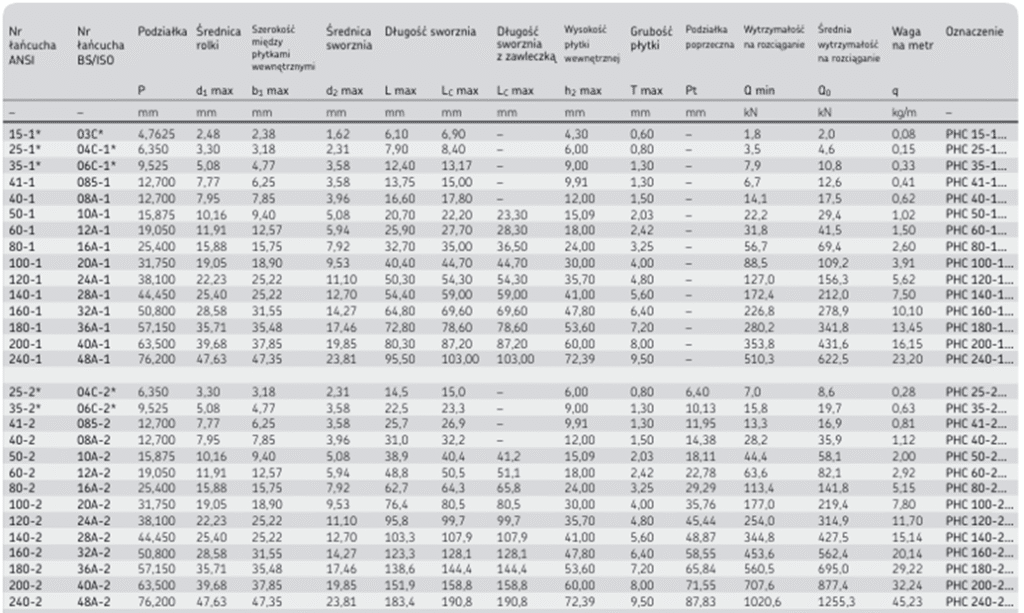
Łańcuchy wg standardu amerykańskiego
Łańcuchy według standardu amerykańskiego są ujęte w normach ISO 606, ANSI B29.1 i DIN 8188. Wielkości podziałek objęte tym standardem wynoszą od 1/4 do 3 cali. Łańcuchy według standardu amerykańskiego mają mniejszą średnicę sworznia niż ich odpowiedniki według standardu europejskiego. Dlatego mniejsza jest odporność na zużycie tych łańcuchów w porównaniu do łańcuchów według standardu europejskiego, z jednym wyjątkiem. W przypadku łańcucha o podziałce 5/8 cala średnice sworznia i panwi są większe niż w odpowiednim łańcuchu według standardu europejskiego. Łańcuchy według standardu amerykańskiego normalnie podlegają systemowi oznaczania według normy ANSI, na przykład łańcuch dwurzędowy o podziałce 1/2 cala będzie miał oznaczenie ANSI 40-2. System numeracji ANSI działa w sposób następujący: pierwsza liczba oznacza wielkość podziałki w 1/8 cala, tj. 4/8 = 1/2 cala podziałka. Druga liczba odnosi się do łańcucha będącego łańcuchem sworzniowym rolkowym, tj. 0 = łańcuch sworzniowy rolkowy. Liczba 5 zamiast 0 wskazywałaby łańcuch tulejkowy a liczba 1 wskazuje serie węższe. Przyrostek, jak w przypadku łańcucha według standardu europejskiego, odnosi się do liczby rzędów łańcucha, to znaczy 2 = łańcuch dwurzędowy.
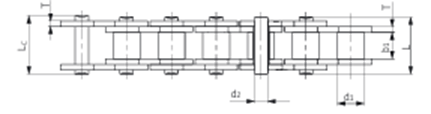
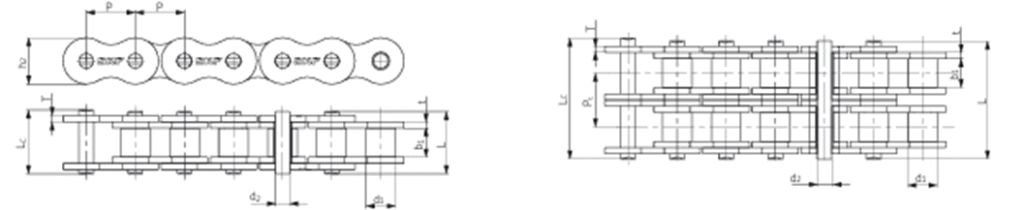
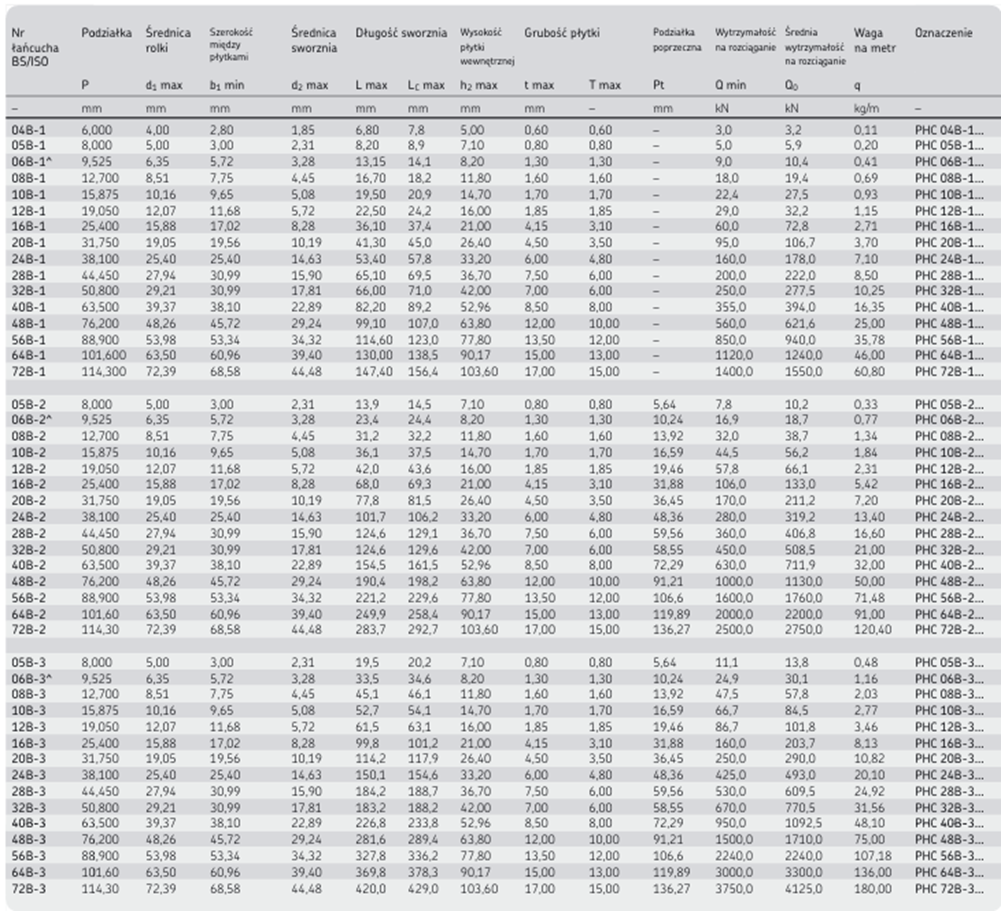
Łańcuchy wg standardu europejskiego
BS Łańcuchy produkowane zgodnie ze standardami BS są ujęte w normach ISO606, BS228 i DIN 8187. Wielkości podziałek objęte tym standardem wynoszą od 6 mm (0,236 cala) do 114,3 mm (4,500 cala). Charakteryzują się one większą średnicą sworznia niż łańcuchy ANSI. W efekcie łańcuchy mają większą odporność na zużycie dzięki większej powierzchni nośnej. System numeracji łańcuchów BS działa w sposób następujący: np. łańcuch dwurzędowy o podziałce 1/2 cala będzie miał oznaczenie 08B-2. Dwie pierwsze cyfry oznaczają wielkość podziałki w 1/16 cala, dlatego 08 = 8/16 lub 1/2 cala. Litera B wskazuje standard europejski. Przyrostek 2 określa liczbę rzędów łańcucha, w tym przypadku łańcuch dwurzędowy. Łańcuchy BS są podobne do łańcuchów według standardu ASME/ANSI i mają identyczne podziałki, jednakże istnieją inne znaczące różnice wymiarowe, które odróżniają je od łańcuchów według standardu ASME/ANSI.
Łańcuchy Morga o podwyższonej wytrzymałości
Używanie wytrzymałości na rozciąganie jako podstawowego parametru jakości pracy łańcucha nie jest całkowicie poprawne. Podczas gdy wytrzymałość na rozciąganie jest ważna w obliczeniach maksymalnej siły uciągu łańcucha, użyteczna przy wyznaczaniu udźwigu, to nie zawsze jest równoznaczna z trwałością zmęczeniową i jakością pracy łańcucha. Znaczenie dopuszczalnego obciążenia roboczego jest szczególnie istotne w przypadku bardzo obciążonych napędów, gdy występują znaczne siły udarowe. Te warunki z kolei powodują szybkie wydłużenie łańcucha. To sprowadza się do twardości zastosowanego materiału, dokładności pasowania komponentów jak i całkowitego wzrostu wielkości elementów – te wszystkie parametry pozwalają na znaczny wzrost dopuszczalnego obciążenia roboczego, jeżeli są odpowiednio dobrane. Wtedy łańcuch będzie miał dużo większą trwałość użytkową w wymagających warunkach pracy